
產(chǎn)品展示
Products
聯(lián)系方式
-
河北省滄州市泊頭市交河鎮(zhèn)三里莊村118號
-
17370952888
-
19339278111
-
386348908@qq.com
-
386348908
-
www.weimeisoft.cn
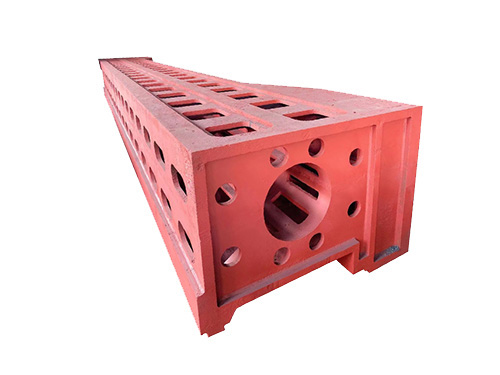
機床鑄件
產(chǎn)品簡介
詳細(xì)介紹
機床鑄件的生產(chǎn)采用一條完善的樹脂砂生產(chǎn)線,均采用樹脂砂、消失模鑄造,機床鑄件的材質(zhì)為的鑄鐵HT250-300,韌性好,尺寸精度好,均勻一致,不扣箱,鑄件無飛邊、毛刺;表面光滑度接近細(xì)致鑄造,內(nèi)部結(jié)構(gòu)穩(wěn)定。機床床身的整個生產(chǎn)過程污染,口碑環(huán)保,可以排除或降低了砂眼、氣空等鑄造缺陷。
主要用途
機床鑄件具有尺寸精度好,剛度好,加工余量小,表面質(zhì)量好等優(yōu)勢,便于操作,縮短了生產(chǎn)周期,提高了生產(chǎn)效率,廣泛用于儀器儀表、標(biāo)準(zhǔn)件、軸承業(yè)、電子、輕工、汽配行業(yè)等零部件的加工,特別適合有色金屬。機床鑄件性能與消震性好。熔點比較低,流動性良好,收縮率小。機床床身標(biāo)準(zhǔn)機床鑄件標(biāo)準(zhǔn)GB9439—88床身鑄件的特點:
1、性能與消震性好。由于鑄鐵中石墨有利于潤滑及貯油,所以性能好。同樣,由于石墨的存在的消震性優(yōu)于鋼。
2、工藝性能好。由于灰口鑄鐵含碳量高,接近于共晶成分,故熔點比較低,流動性良好,收縮率小,因此適宜于鑄造結(jié)構(gòu)復(fù)雜或薄壁鑄件。另外,由于石墨使切削加工時易于形成斷屑,所以灰口鑄鐵的可切削加工性優(yōu)于鋼。硬度和抗拉強度之間的關(guān)系:灰鑄鐵的硬度和抗拉強度之間,存在確定的對應(yīng)關(guān)系,其經(jīng)驗關(guān)系式
1、當(dāng)O≥196N/mm㎡時HB=RH(飛00+0 4380b)(B1)、
2、當(dāng)0≥796N/mm㎡時HB=RH(44+O 7240b)(B2)
式中相對硬度(RH)值主要由原材料、熔化工藝、處理工藝及鑄件的冷卻速度所確定。
機床鑄件鑄造的注意事項如下:
設(shè)計與模型制作:
合理設(shè)計:根據(jù)機床鑄件的使用要求、結(jié)構(gòu)特點和性能需求等進行技術(shù)合理的設(shè)計。例如,對于大型機床鑄件,要考慮其結(jié)構(gòu)的穩(wěn)定性和剛性,合理設(shè)計加強筋、減重孔等結(jié)構(gòu);對于形狀復(fù)雜的鑄件,要確認(rèn)模具的分型面按需定制,便于脫模和后續(xù)的加工處理。
模型精度:模型的精度直接影響鑄件的尺寸精度和表面質(zhì)量。制作模型時,要保護模型的尺寸準(zhǔn)確、形狀完整,表面光滑平整,避免出現(xiàn)變形、裂縫、缺角等缺陷。對于采用消失模鑄造的機床鑄件,泡沫模型的制作要嚴(yán)格控制密度和尺寸精度,確認(rèn)模型在鑄造過程中能夠順利氣化消失。
熔煉與澆注:
熔煉溫度:根據(jù)所使用的鑄造材料,嚴(yán)格控制熔煉溫度。溫度過高可能導(dǎo)致材料燒損、合金元素?fù)]發(fā),影響鑄件的化學(xué)成分和性能;溫度過低則會使金屬液流動性差,容易產(chǎn)生澆不足、冷隔等缺陷。
化學(xué)成分控制:準(zhǔn)確控制金屬液的化學(xué)成分,確認(rèn)其符合機床鑄件的性能要求。例如,對于鑄鐵件,要控制碳、硅、錳、磷、硫等元素的含量;對于鑄鋼件,要控制碳、鉻、鎳、鉬等元素的含量。可以通過爐前分析等方法及時調(diào)整化學(xué)成分。
澆注速度和溫度:澆注時要掌握好速度和溫度。開始澆注時應(yīng)緩慢進行,以便對準(zhǔn)澆口,減少熔融金屬對砂型的沖擊,利于氣體排出;隨后速度適宜澆注,以防止冷隔;快要澆滿前又應(yīng)緩慢澆注。澆注溫度要根據(jù)鑄件的材質(zhì)、大小、形狀等因素確定,一般遵循“高溫出爐,低溫澆注”的原則。
型砂處理:
型砂性能:型砂應(yīng)具有良好的透氣性、濕強度、流動性、可塑性和退讓性等性能。透氣性不好會導(dǎo)致鑄件產(chǎn)生氣孔等缺陷;濕強度不足會使型砂在造型和澆注過程中容易坍塌;流動性和可塑性差會影響模型的成型質(zhì)量;退讓性不好會使鑄件在冷卻收縮時受到型砂的阻礙,產(chǎn)生內(nèi)應(yīng)力和裂紋。
型砂配比:嚴(yán)格按照多個地區(qū)比例進行型砂的配制,確認(rèn)型砂的性能穩(wěn)定。例如,在配制濕型砂時,要控制好舊砂、新砂、粘土、煤粉和水的比例;在使用樹脂砂時,要準(zhǔn)確控制樹脂和固化劑的加入量。
型砂處理過程:型砂在混碾后要進行調(diào)勻、過篩、打松等處理,使型砂具有松散性,以提高透氣性和流動性。同時,要對型砂進行烘干處理,去除型砂中的水分,避免在澆注過程中產(chǎn)生水蒸氣,導(dǎo)致鑄件產(chǎn)生氣孔等缺陷。
芯子制作:
芯子強度:芯子要有足夠的強度,能夠承受金屬液的沖擊和壓力,避免在澆注過程中發(fā)生變形、斷裂等情況。可以采用合適的芯砂材料和粘結(jié)劑,加強芯子的制作工藝,如增加芯骨、烘干等措施來提高芯子的強度。
氣道設(shè)置:芯子內(nèi)部要設(shè)置合理的氣道,以便在澆注過程中氣體能夠順利排出,防止鑄件產(chǎn)生氣孔等缺陷。氣道的位置、數(shù)量和尺寸要根據(jù)鑄件的結(jié)構(gòu)和芯子的形狀進行設(shè)計,確認(rèn)氣體能夠及時排出。
冷鐵設(shè)置:
冷鐵質(zhì)量:冷鐵表面不能有銹蝕、油污等雜質(zhì),否則會影響冷鐵與鑄件的結(jié)合質(zhì)量。冷鐵在使用前要進行清理和除銹處理,并涂上涂料,防止冷鐵與金屬液發(fā)生粘連。
冷鐵尺寸和位置:冷鐵的厚度應(yīng)為鑄件壁厚的0.5~1.0倍,其位置要根據(jù)鑄件的凝固特性進行合理設(shè)置,以推進鑄件的均勻凝固,減少縮孔、縮松等缺陷的產(chǎn)生。冷鐵之間要保持確定的砂層,避免冷鐵直接接觸,影響鑄件的質(zhì)量。
冒口設(shè)置:
冒口類型:根據(jù)機床鑄件的材質(zhì)、形狀、尺寸和凝固特性等因素,選擇合適的冒口類型,如普通冒口、保溫冒口、發(fā)熱冒口等。保溫冒口和發(fā)熱冒口能夠延長冒口內(nèi)金屬液的凝固時間,提高冒口的補縮效果,減少鑄件的縮孔、縮松等缺陷。
冒口位置和尺寸:冒口的位置要設(shè)置在鑄件的厚大部位、之后凝固的部位或容易產(chǎn)生縮孔、縮松的部位。冒口的尺寸要根據(jù)鑄件的體積、凝固方式和補縮要求等進行計算確定,確認(rèn)冒口能夠提供足夠的金屬液來補償鑄件的收縮。
清理與檢驗:
清理操作:鑄件冷卻后,要及時進行清理,去除鑄件表面的型砂、澆冒口、飛邊、毛刺等雜質(zhì)。清理過程中要避免損傷鑄件的表面和尺寸精度,可以采用機械清理、噴砂清理、化學(xué)清理等方法。
質(zhì)量檢驗:對清理后的鑄件進行嚴(yán)格的質(zhì)量檢驗,包括外觀檢查、尺寸測量、探傷檢查等。外觀檢查主要檢查鑄件的表面是否有氣孔、砂眼、裂紋、夾渣等缺陷;尺寸測量要檢查鑄件的尺寸是否符合設(shè)計要求;探傷檢查可以采用超聲波探傷、射線探傷等方法,檢查鑄件內(nèi)部是否有缺陷。
相關(guān)產(chǎn)品





- 電話: 19339278111
- 手機:
- 郵箱:
- 地址:
河北省滄州市泊頭市交河鎮(zhèn)三里莊村118號
注我們")